隨著加工工業越來越多地采用離速自動化作業線���,對金屬軋材的外觀形狀提出了更高的要求��。鋼鐵工業生產的冷�����、熱軋帶鋼占鋼材產量的比重很大�����,同時也是汽車工業�、制罐包裝業�、機械制造業等加工工業的重要原材料。加工工業對冷、熱軋帶鋼尺寸與形狀的要求���,主要是厚度、寬度、斷面形狀和平直度。藍鵬測控就介紹了如何測量多個的寬度及厚度尺寸��。
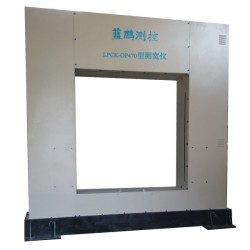
1��、測寬測厚儀
帶鋼測寬測厚儀是以光電原理進行寬度測量�����,而以激光原理進行厚度測量的設備���,測量簡單��,安裝于生產線上,即可自動對寬度及厚度進行檢測���。
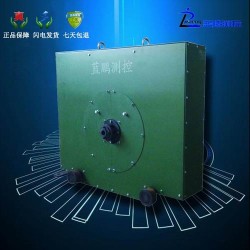
2�����、寬度測量模塊
以鋼帶寬度范圍為200-450mm為例說明���,測寬測厚儀的寬度測量范圍為160-500mm��。采用左右兩套直線導軌滑臺安裝兩套測頭用于測頭間距的調整。當鋼帶不在軋線中心時還可以驅動滑臺帶動測頭進行左右平移,以免鋼帶偏離測頭的測量范圍。
3�����、厚度測量模塊
對于帶鋼厚度的測量�����,測寬測厚儀采用激光測厚的方式進行����。激光測厚的優點在于它是非接觸測量����,不會因為磨損而損失精度,尤其適用于在運動中進行多點測量。厚度值H=A-B1-B2����。
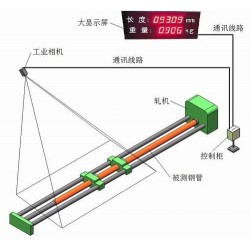
4����、系統組成及結構
整套設備主要包括測寬測厚儀����、配電箱�、主控機柜、工控機�、顯示器�����、聲光報警器、外接顯示屏等部分組成���。其中測寬測厚儀包括測寬單元和測厚單元兩部分,各單元均由測頭和直線導軌滑臺等組成�,另外還有防止鋼帶斷裂撞擊測頭的護板等��。整套系統的組成及基本結構如下圖所示。
測寬單元的兩套測頭分別安裝在直線導軌滑臺上�����,既可以調整測頭間距也可以驅動滑臺帶動測頭進行左右平移��,以免鋼帶偏離測頭的測量范圍���。
厚度測量單元共設置一對激光測頭�,可測量一個點的厚度��。測頭可沿著軋線位置移動��,即可以測量扎線任意一點的厚度(也可固定測頭僅測量一個位置)。
主控機柜內部設置測量電路系統����、伺服電機驅動電路系統和整套設備的通訊系統以及工控機等�����,測寬單元、測厚單元采集到原始數據上傳至工控機進行數據的處理和計算��。測寬測頭的間距調整��、測厚測頭的測量點位置調整等動作由測量軟件控制��。數碼管外接顯示屏作為輔助顯示部件懸掛在生產現場,其顯示內容為實時的厚度和寬度測量值�����。
微信公眾號:測量廠家














{kind=link}