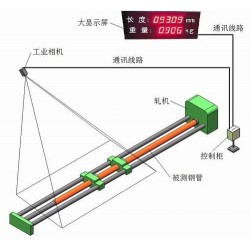
線材軋制是沿著高速、連續(xù)兩個(gè)方向發(fā)展的。在新建現(xiàn)代化線材軋機(jī)的同時(shí),對已有的線材軋機(jī)不斷地挖掘其潛力,并進(jìn)行改造和革新。近幾十年來,線材軋制技術(shù)已實(shí)現(xiàn)軋機(jī)單獨(dú)驅(qū)動(dòng)、軋輥快速更換并且安裝有張力控制系統(tǒng)、AGC自動(dòng)控制系統(tǒng),能實(shí)現(xiàn)高壓下定徑控制等,使線材產(chǎn)品的尺寸公差以及產(chǎn)品的力學(xué)性能得到很大的改善。要想實(shí)現(xiàn)高質(zhì)量的生產(chǎn)與控制,對線徑尺寸進(jìn)行精準(zhǔn)測量也是非常重要的,藍(lán)鵬測控為您介紹自動(dòng)測量線棒材的在線測徑儀。
1、棒線材測徑的特殊要求
隨著棒線材軋制技術(shù)不斷改進(jìn),軋制速度越來越快,棒材*高軋制速度已達(dá)18?36m/s,高線軋制速度已達(dá)120m/s,同時(shí),對棒線材產(chǎn)品質(zhì)量的控制要求也越來越高,其中對軋件測徑的要求概括為以下幾點(diǎn):
(1) 可滿足軋材行進(jìn)速度,并可在抖動(dòng)情況下進(jìn)行高精檢測。
(2) 對耳子等截面形狀缺陷能較好的判別。
(3) 能詳細(xì)記錄軋材“頭”、“尾”十幾米的形狀變化以利于分析軋制生產(chǎn)情況。
(4) 能記錄同一根軋材各個(gè)方向前后的尺寸波動(dòng)量,以了解軋輥磨損及壓下狀況。
(5) 需要有一個(gè)放大的各方向外徑的偏差圖。 以利于監(jiān)視軋材輥縫面和扭擺狀況。
2、測徑原理
在線測徑儀采用的是光學(xué)測量原理,由光學(xué)系統(tǒng)形成一束平行光,通過接收鏡頭在線陣CCD上形成電子圖像,經(jīng)圖象處理求出遮擋此平行光束對應(yīng)的物體外形尺寸。
這種測量方法的優(yōu)點(diǎn)是無機(jī)械運(yùn)動(dòng)部件,不存在磨損造成的誤差;能在同一時(shí)刻拍攝物體遮擋光束的陰影,所以橫向抖動(dòng)的誤差遠(yuǎn)小于激光掃描法。拍攝速度快,測量頻率高。
在線測徑儀為了檢測各個(gè)方向的偏差值,采用的是八軸測量的方式進(jìn)行測量,這種測量方式是可以全方位檢測被測鋼材的外徑尺寸的。同時(shí)也可使用四軸、三軸、雙軸等的測徑儀,也可檢測橢圓度信息,根據(jù)所需的檢測要求選擇合適的在線測徑儀。
3、解決辦法
(1) 軋制速度
鋼材的軋制速度非常快,在線測徑儀也需要適應(yīng)其速度,進(jìn)行高速測量,目前在線測徑儀的測量頻率可達(dá)500Hz,根據(jù)測量需要,也可定制成1000Hz。實(shí)現(xiàn)高速測量。并且被測軋材的抖動(dòng)完全不影響測量。
(2) 檢測基本缺陷
對檢測基本缺陷,在線測徑儀也能很好的完成,目前在使用過程中,可對鋼材的常見缺陷進(jìn)行檢測如:“耳子”、“錯(cuò)輥”等,并且檢測效果良好。
(3) 記錄頭尾變化
在線測徑儀具有存儲功能,能夠?qū)y量數(shù)據(jù)進(jìn)行一年以上的長時(shí)間存儲,不僅記錄頭尾的變化,整個(gè)被測物軋材的測量數(shù)據(jù)均被記錄,同時(shí)還可將測量數(shù)據(jù)以表格的形式導(dǎo)出。
(4) 各方向波動(dòng)
當(dāng)然在線測徑儀也具備分析功能,能夠?qū)Ω鱾€(gè)方向的波動(dòng)圖進(jìn)行顯示,可看到整根軋材外徑的變化趨勢,當(dāng)鼠標(biāo)指向相應(yīng)的時(shí)間位置時(shí)(左鍵點(diǎn)擊),即出現(xiàn)一豎向光標(biāo),可對相應(yīng)的直徑狀況進(jìn)行觀察。除了可以顯示波動(dòng)圖外,測徑儀還可以顯示各個(gè)方向的缺陷圖,可以觀察到八路測量值的超差類型,如上超差、下超差、橢圓度超差等。
(5)放大的各方向外徑的偏差圖
在線測徑儀為八向測徑儀,也就是說能夠測量八個(gè)方向上的線徑尺寸,可以對同一截面進(jìn)行檢測,每個(gè)測頭之間的間距為22.5°,可全方位測量,并且每個(gè)方向上的線徑尺寸均能詳細(xì)顯示。其截面圖可顯示各個(gè)方向的偏差情況,并且非常直觀。





擊交談/留言")
擊旺旺交談/留言")







{kind=link}