工業生產測量線徑的方法有兩種,一種是靜態測量,另一種是動態測量。靜態測量的解決方案,往往采用傳統的精密量具進行,而生產實踐中經常碰到需要在線測量的地方。譬如:電纜行業對產品外徑的在線檢測;金屬制品廠在拉拔鋼絲的過程中,對鋼絲直徑的檢測。解決的方案,只能采用動態非接觸測量。保定市藍鵬測控科技有限公司研制的雙路測徑儀,采用 CCD圖象傳感器和單片機處理系統,實現了雙路動態非接觸直徑測量,精度達到0.003 mm,適用于鋼絲直徑測量的應用領域。
1、測量系統的基本原理
雙路測徑儀是在線非接觸測量鋼絲直徑的儀器。被測鋼絲在平行光源照射下,經過測量物鏡放大,成像在CCD的光敏面上。CCD是光電信號拾取的核心器件,各像元攝取的電荷量與照射在其上的光強成正比,受CCD驅動器作用,在CCD輸出端得到離散的電壓信號,其大小與該光敏元接受的光強對應,信號輸出的順序和光敏元位置的順序一致。經過A/D轉換器轉換成8 bit的數字量,經數據處理后再由單片機在線計算出鋼絲直徑。
光學系統是雙路測徑儀用來獲取光電測量信號的,分兩部分。
(1) 照明部分。通過準直透鏡,將點光源變行光,點光源選用高亮度的LED燈,采用綠色光源,波長固定,不受環境光的影響。
(2) 成像系統。被測物經過平行光照射,直接成像于CCD上,其分辯率就是CCD光敏元的尺寸,為提高測徑儀分辯率,采用小孔成像法,對被測鋼絲進行成比例放大成像于CCD上,經過計算,可得到精準的鋼絲直徑值。
雙路測徑儀是以兩組測頭進行鋼絲直徑檢測的,兩組測頭成垂直分布(根據需求,也可定制角度)。可測量兩個方向上的鋼絲直徑尺寸與橢圓度尺寸。
2、鋼絲直徑控制
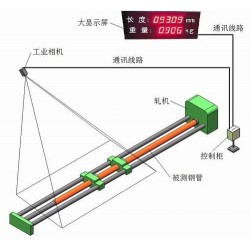
雙路測徑儀是從兩個方向對外徑尺寸進行鋼絲檢測與控制的測徑儀。為了提高生產效率,雙路測徑儀具備PID調節功能,雙路測徑儀采用增量式PID,可對接多種外接設備,形成閉環控制,從而自動控制鋼絲的直徑值,使其在規定范圍內生產。
我們的雙路測徑儀分為兩種,一種是觸屏式測徑儀,一種是按鍵式測徑儀。根據您的操作習慣,可選擇合適的雙路測徑儀。雙路測徑儀可以配置外接顯示屏。顯示兩個方向的測量直徑值、平均值及橢圓度尺寸。
3、測量頻率
測量頻率關乎著測量速度,我們都知道人工檢測,基本上采用的是抽*,每隔一段距離采用游標卡尺進行檢測,這種方式既具有滯后性,又不能*保*每寸的鋼絲外徑值。為此在線自動檢測的測徑儀成為了*有利的測量工具。
雙路測徑儀檢測速度快,是人工檢測的好多倍,它每秒就可檢測500個數據,并且*保*測量數據精準,還能控制鋼絲直徑,是鋼絲生產中非常重要的幫手。














{kind=link}