汽缸套是汽車發動機的重要零件,其加工質量影響著汽車發動機的壽命與油耗,在汽缸套加工的*后一道工序中,需要用無心外圓磨床進行精加工,以達到汽缸套的內外直徑的尺寸精度以及表面粗糙度的要求。無心外圓磨削是一種適用于大批量磨削工件外圓的一種加工方法,該磨削易實現強力、高速和寬砂輪磨削。磨削加工過程中工件無需中心夾緊,工件置于磨削砂輪與導輪之間,依托于托板之上,磨削砂輪與導輪高速旋轉帶動工件轉動,以進行磨削加工。在汽缸套加工中,汽缸套被置于導輪與磨輪之間,采用切入磨方式,來使得汽缸套加工到指定的尺寸。
1、測量原理
汽缸套被夾在導輪與砂輪之間,底部由托板支撐。在加工過程中,汽缸套被砂輪帶動進行順時針旋轉。雖然無心磨床加工時工件沒有使用夾具固定,但是在靠近底部托板處,工件的位置相對來說變化不大。在此處缸套內外相對布置兩只高精激光測頭。上下兩只激光測頭分別測從到汽缸套內外壁的距離h1和h2,并且通過夾具將兩個傳感器之間的距離間定在h3,從而汽缸套在測量點的厚度H=h3-h1-h2。
2、結構組成
氣缸套壁厚測量裝置的整套設備包括:壁厚測量裝置、主控機柜(內裝控制電路、通訊設備和工控機)、顯示設備(液晶顯示器)、聲光報警裝置等。
由于氣缸套可以自行旋轉,激光測厚儀的測頭部分即可制成固定模式,無需旋轉,同樣可以精準的測量氣缸套的精準壁厚尺寸,由于測頭的限制,激光測厚儀可測量的氣缸套內徑尺寸需大于等于80mm。
激光測厚儀還配備專業的軟件系統,用于數據的顯示及分析。對氣缸套的各項信息進行顯示并分析,能準確的得到厚度信息、波動曲線等信息。
3、擴展
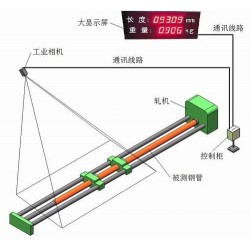
氣缸套的外徑尺寸,也可以采用光電測徑儀進行外徑尺寸檢測,該測徑儀的特點是可以在線檢測其外徑尺寸,對大直徑的氣缸套檢測也完全沒有問題,是高精度的在線檢測設備。














{kind=link}