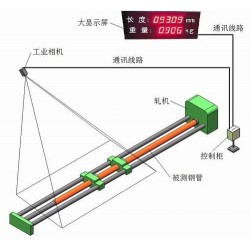
無縫鋼管的軋制屬于一種多品種、連續生產過程,并且對于熱軋無縫鋼管而言,溫度也是其需要解決的難題,那么在線檢測無縫鋼管就要考慮到溫度及其尺寸規格變換帶來的測量范圍問題。間距可調雙測頭技術采用雙光路法進行檢測。藍鵬測控主要介紹的就是這種方法的大直徑測徑儀。
1、雙光路法測量
光源采用進口LED燈作為光源,使用壽命長,由于熱軋無縫鋼管會自發光(通常為炙熱的紅光),為了不影響測量,大直徑測徑儀采用波長為520nm固定波長的綠光。并在測頭上加有濾光鏡片,以避免紅光及其它雜散光帶來的測量誤差。
大直徑測徑儀具有間距自動調整裝置,測頭間距可以進行自帶調整,當需要調整鏡筒的間距時,通過控制系統輸入命令,驅動步進電機帶動滾珠絲杠即可實現精確位置的調整。調整過程中通過旋轉編碼器對滾珠絲杠的監測,對調整步數進行校核,形成閉環控制取得精確的調整尺寸。調整后系統將自動計入調整距離,不需要進行間距的校準即可進行測量。
2、橢圓度檢測
熱軋無縫鋼管截面多為橢圓形,因而,在其垂直與水平方向各放置一套CCD攝象系統,又由于無縫鋼管的直徑分布范圍寬,因而采用雙光路來測量其邊緣,以求得無縫鋼管的外徑。另外,還由于其熱軋鋼管的振動,影響了成像的質量,在光學成像系統中采用物方遠心光路來盡量消除這一影響,同時采用多路同步技術等方法,克服了抖動帶來的誤差,同時,由于管材作螺旋運動,因而分析橢圓的長軸與短軸旋轉到分別垂直于兩光路時,可測得管材外徑的*大值和*小值,并可計算得到橢圓度尺寸。
3、軟件系統
大直徑測徑儀的軟件系統是專為其研發的,有上圖可以看出,可顯示出測量的直徑值及平均直徑、橢圓度尺寸,對截面圖也可精準顯示。
顯示內容:分別顯示2路測頭的測量直徑、平均直徑、橢圓度。輸入鋼管外徑后,直接顯示保溫層的*大厚度、*小厚度和平均厚度等特征值。
產品參數設置:可設置產品規格、正負公差、橢圓度公差等參數。
修正功能:自動或手動修正,當系統誤差過大時可用標準量塊自我校準。
測量規格自動調整功能:當更換的軋材規格與前規格差距過大時可用規格調整功能自動調整測頭至*佳位置。
大直徑測徑儀是雙光路的在線檢測設備,同時又可從兩個方向對外徑尺寸進行測量,能夠得到橢圓度尺寸,大直徑測徑儀采用多種防護技術,使其能在熱軋、冷軋的無縫鋼管軋制中使用,進行高精度的測量,大直徑測徑儀的測量精度優于0.05mm,為各種大直徑管材的檢測帶來便利,也可適用于生產中的各種規格的管材測量。














{kind=link}